
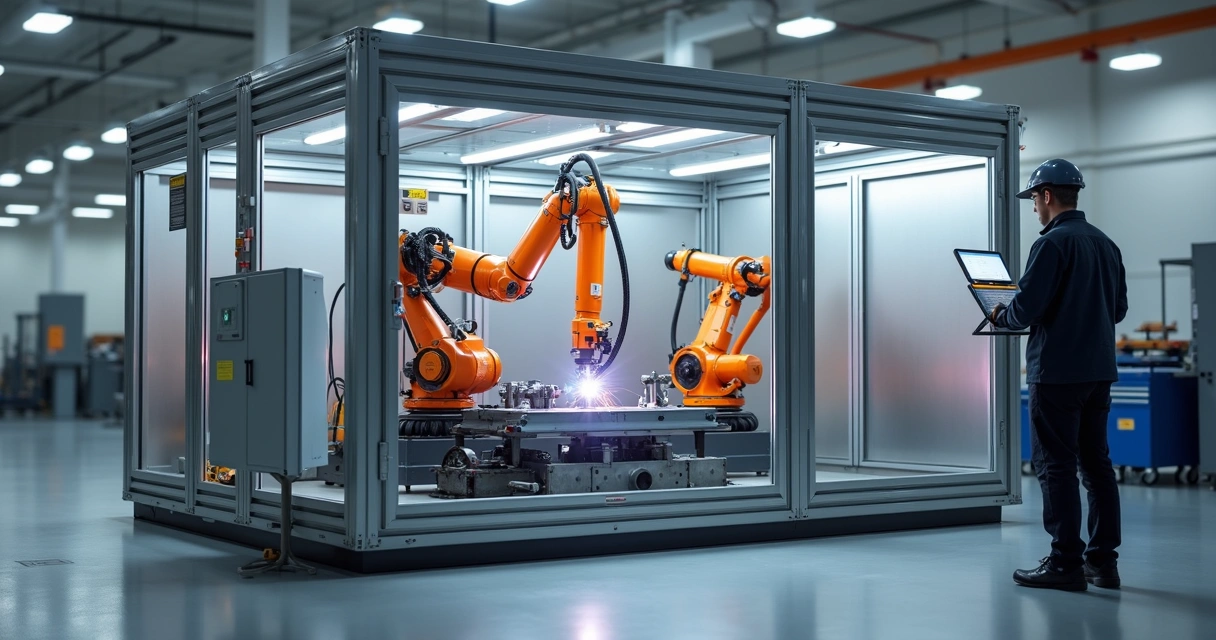
Em minha experiência com projetos de automação industrial, costumo dizer que o sucesso de uma célula robotizada de solda depende tanto da tecnologia quanto da organização operacional e do atendimento fiel às normas de segurança. Hoje vou compartilhar o fluxo operacional típico e os detalhes das adequações à NR12 em sistemas de soldagem robotizada multirrobô, aplicando conhecimentos práticos que colecionei e ressaltando como iniciativas como a da Perfiltecnet ajudam empresas a atingir o padrão legal sem comprometer o fluxo produtivo.
Como começa o acesso e o isolamento nas células de solda?
O início da jornada no ambiente de células robotizadas de solda começa já pelo controle de acesso físico. Eu sempre coloco como prioridade a separação segura entre áreas ativas e manutenção, por meio de portas equipadas com chaves de segurança. O acesso principal se dá por essas portas, com duas delas localizadas na Célula 3. Já entre as Células 1 e 3, utilizo uma divisória móvel, também munida de chave de segurança, fundamental para isolar procedimentos ou liberar espaço conforme as necessidades da rotina. Essa solução móvel garante flexibilidade sem abrir mão do bloqueio de acesso durante ciclos críticos.
Segurança nunca é excesso, mas parte do próprio processo.
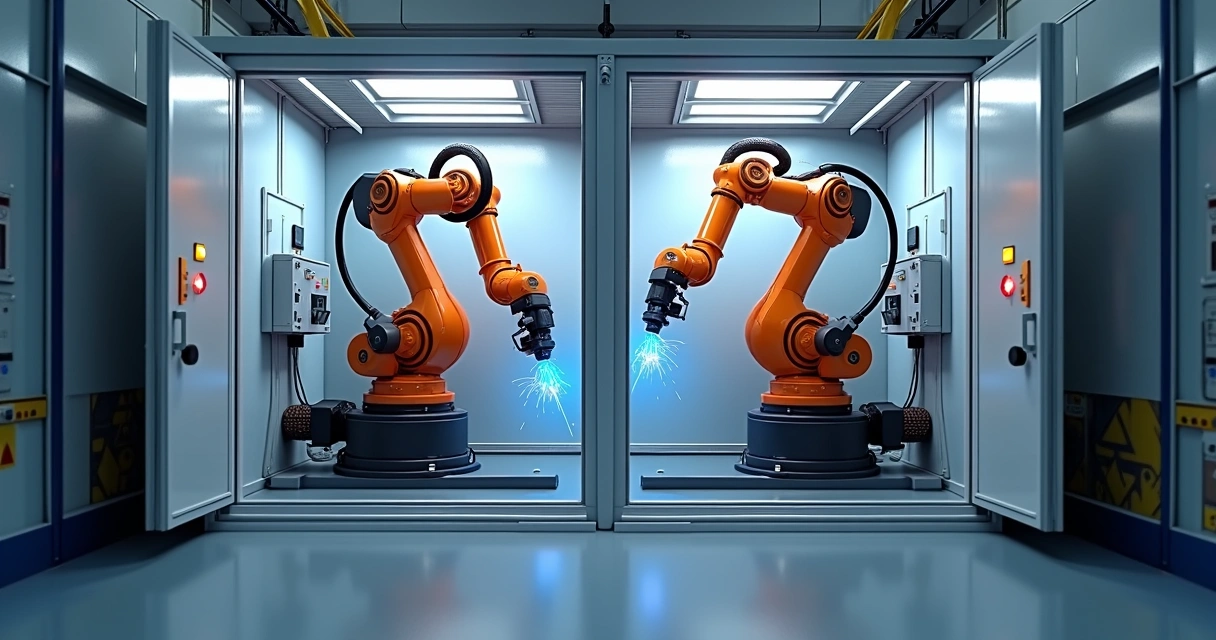
Integração dos robôs KR90 e KR30 R2100 nos posicionadores
Uma das características que mais aprecio nesse tipo de projeto é a possibilidade de interação entre diferentes modelos de robôs industriais de solda. Hoje, em muitos layouts encontrei a seguinte disposição:
- KR90: robô já existente no setup, robusto para ciclos intensos.
- KR30 R2100: novo, mais ágil e indicado para operações complementares.
Tanto o KR90 quanto o KR30 R2100 operam juntos no mesmo posicionador KP2 da Célula 1, permitindo sinergia nos processos mais complexos. Entretanto, em operações separadas, cada robô utiliza um dos posicionadores DKP-400 instalados nas Células 2 e 3. O interessante é poder alternar esse uso conforme a demanda, já que as mesas DKP-400 também possibilitam operação alternada no KP2, otimizando flexibilidade.
Detalhes do processo de descarte e liberação dos produtos
Após o fim do ciclo de soldagem, o produto é descarregado. Mas não basta apenas remover a peça da célula: para garantir integridade operacional e compatibilidade normativa, adotei aqui torres de sinalização visual e sonora integradas, intertravadas ao sistema de segurança. Esse intertravamento impede que qualquer acesso seja liberado enquanto ainda houver risco residual dentro da área da célula. O objetivo sempre é garantir, tanto para operadores quanto para manutenção, sinais claros de status da operação.
Soldagem MIG/CMT: funcionamento e periféricos
A tecnologia GMAW/CMT Fronius, que inclui processos MIG e Cold Metal Transfer, tem um papel central. O que me chama a atenção nesses sistemas é o detalhamento dos periféricos envolvidos:
- Suporte de tocha MIG específico para automação, garantindo posicionamento preciso.
- Alimentador de arame sempre conectado à fonte CMT, minimizando falhas de alimentação.
- Componentes periféricos, como detectores e sensores de fim de curso integrados ao robô.
Todos esses itens somam-se ao controlador KRC4 e às estruturas de comandos do sistema, compondo um conjunto que, na prática, assegura continuidade e consistência à soldagem automatizada.
Estrutura mecânica e instalações elétricas: o que é preciso prever?
Durante o planejamento, sempre lembro da importância de prever:
- Base do robô de aço devidamente fixada no solo.
- Divisória com rodízios, permitindo reposicionamento rápido.
- Suporte ergonômico para o controlador, que reduz fadiga na operação e manutenção.
- Placas de identificação para dispositivos e pontos de atuação.
No campo elétrico, recomendo atenção ao novo painel elétrico exclusivo, além de eletrocalhas e cabeamento dedicado. Toda a documentação esquemática, por meio de diagramas claros, facilita tanto auditoria quanto manutenção futura. O startup do robô e de seus periféricos é feito pela equipe técnica, mas, conforme já vi diversas vezes, a configuração dos DKP-400 e do sistema supervisório normalmente fica sob responsabilidade da própria Contratante.
Preparo das mesas DKP-400 e adequações do piso
Um aspecto que nunca deixo de abordar é o preparo do piso nas células onde serão instalados novos equipamentos. As mesas DKP-400 das Células 2 e 3 requerem furações específicas que demandam planejamento prévio. Só assim consigo garantir o alinhamento, estabilidade mecânica e a integração com outros sistemas. Além disso, prevejo sempre a possibilidade de operação conjunta ou alternada desses equipamentos no KP2 da Célula 1, adaptando o fluxo conforme a necessidade fabril.
Enclausuramento, segurança e atendimento à NR10/NR12
Nenhuma célula robotizada de solda pode funcionar sem um enclausuramento adequado. Em minhas consultorias, sempre defendo o uso de perfis de alumínio com fechamento em acrílico UV, compondo barreiras que aliam transparência à resistência. O fechamento superior é instalado para proteção contra partículas e contato, mas ressalto que não substitui um sistema de exaustão dedicado, pois não realiza vedação total contra fumos de solda. Isso é muito relevante, especialmente para o atendimento integrado das NR10 e NR12. Importante: duas chaves de segurança nas portas da Célula 3, e uma na divisória móvel, completam a redundância dos bloqueios exigidos por norma.
Norma não é limitação, é garantia para todos voltarem bem para casa.

Projetos, documentação e responsabilidade compartilhada
Desde o início do projeto faço questão de manter o desenvolvimento em 3D para montagem e simulação, acompanhado por detalhamentos 2D para fabricação e registro. Também atualizo Laudo Técnico e ART da Célula 1, incluindo agora todos os itens implementados na Célula 3. Vale destacar: rastreabilidade de produto e relatório dimensional ficam fora do pacote padrão, sendo possíveis apenas sob solicitação específica.
O cliente, ou Contratante, normalmente fornece ar comprimido, energia elétrica, gás, água, infraestrutura de descarte e cabeamento até o painel principal. Enquanto isso, a Proponente cuida da interligação do disjuntor geral, utiliza andaimes próprios e aproveita parte do enclausuramento já existente (boa solução para ganhos de prazo e custo). Atenção: o sistema de exaustão, indispensável para ambientes de solda, é de responsabilidade do cliente, sendo desenvolvido um sistema para as Células 1/3 e outro para a Célula 2.
O que de fato faz parte do escopo de entrega?
Ao especificar entregas para projetos desse tipo, costumo recomendar a confirmação dos seguintes itens:
- Projetos 3D e detalhamentos 2D.
- Diagramas elétricos completos.
- Startup do robô e periféricos.
- Materiais mecânicos: base do robô, suportes de tocha em alumínio, divisória, suporte do controlador, placas visuais e pintura.
- Materiais de elétrica/automação: painel elétrico novo, eletrocalhas, cabos, integração KRC4, preparação dos DKP-400, sensores e torre de sinalização.
Incluo ainda a fixação da base, instalação dos equipamentos como KR30 R2100, KRC4, tocha, alimentador, fontes CMT, componentes extras, furação de piso para DKP-400 nas Células 2 e 3, adaptação e, se necessário, remoção parcial de enclausuramentos nas células existentes. Todo esse pacote é cuidadosamente pensado para estar de acordo com NR12, como faço questão de esclarecer para qualquer novo cliente, alinhando expectativas com a realidade industrial.
Quer saber mais sobre normas, segurança em processos industriais ou engenharia envolvida nesses projetos? Recomendo acessar as seções de normas NR-12, segurança do trabalho, setor industrial e engenharia aplicada. Em meu caminho, encontrei muita inspiração nesses conteúdos para transformar desafios em soluções sólidas.
Outro exemplo interessante de projeto você pode conferir neste artigo sobre adequação, que mostra desempenho aliado à segurança sem abrir mão das melhores práticas.
Considerações finais: alinhando operação e segurança
Em resumo, o fluxo operacional de uma célula robotizada de solda moderna só faz sentido quando tecnologia e segurança caminham juntos. A adequação à NR12 não é mera burocracia; é a base para a continuidade, para o respeito ao trabalhador e para a tranquilidade do gestor industrial. Em projetos como os da Perfiltecnet, percebo esse compromisso sendo aplicado com seriedade. Se pretende transformar sua operação conforme as melhores práticas, recomendo buscar apoio profissional, como o que entregamos aqui, conectando técnica, normas e eficiência de verdade.
Se ficou interessado, convido você a entrar em contato com a Perfiltecnet, entender mais sobre nossos serviços ou discutir como aplicar soluções seguras e sob medida na sua indústria. Segurança e inovação podem sim caminhar juntas.
Perguntas frequentes sobre adequação NR12 em células robotizadas de solda
O que é NR12 em células robotizadas?
NR12 é a Norma Regulamentadora que define parâmetros de segurança para o trabalho com máquinas e equipamentos, obrigando adaptação física, elétrica e de controle para impedir riscos ao operador e à produção. Em células robotizadas, isso se traduz no uso de enclausuramentos, intertravamentos, dispositivos de sinalização e vários controles para que cada acesso seja monitorado e seguro.
Como adequar células de solda à NR12?
A adequação passa por etapas como instalação de chaves de segurança em portas, enclausuramento físico com materiais adequados, implementação de torres de sinalização, proteção de áreas críticas, elaboração de documentação (projetos 3D/2D, diagramas) e validação por ART e Laudos Técnicos. O processo exige análise de riscos detalhada e integração de travas e sensores.
Quais os custos de adequação NR12?
Os custos variam conforme o porte da célula, número de robôs, quantidade de acessos, complexidade do sistema de solda e necessidade de adequação elétrica e mecânica. Pode incluir investimentos em novos painéis, enclausuramento, sensores, dispositivos de intertravamento e documentação. Recomendo sempre um orçamento personalizado para evitar surpresas.
Quais são os principais riscos nas células robotizadas?
Os riscos vão desde esmagamento e cortes por partes móveis até incêndio por contato com faíscas e fumaça de solda. Também há exposição a arco elétrico, contato acidental com fios e riscos ergonômicos por manuseio de peças e controladores. A automação, se não for corretamente protegida, pode apresentar perigos invisíveis durante o ciclo automático.
NR12 é obrigatória para todas as células de solda?
Sim, a NR12 é de cumprimento obrigatório para todas as células de solda industriais que utilizam máquinas e equipamentos automáticos, incluindo sistemas robotizados. O descumprimento pode acarretar multas, interdições e risco aumentado de acidentes, prejudicando operação e segurança.


